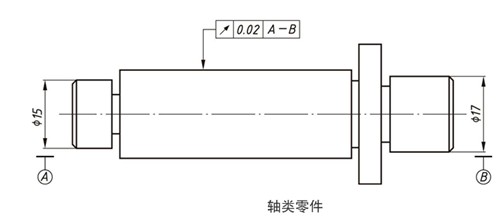
径向圆跳动的测量方法
的有关信息介绍如下:方法一:
按下图所示安装好被测件 ,然后缓慢而均匀地转动工件一周,记录百分表的最大读数与最小读数之差即为该截面的径向圆跳动量 。 再取不同的截面做同样的测试 ,最后取各截面跳动量中的最大值作为被测表面的径向圆跳动误差值 。
1、测量器具的准备:
百分表、表座 、表架 、偏摆仪 、被测件 、全棉布数块 、防锈油等 。
2、测量步骤:
1)将测量器具和被测件擦干净 ,然后把被测零件支承在偏摆仪上 ,如图 所示 。
2)安装好百分表 、辩带御表座 、表架 ,调节百分表 ,使测头与工件外表面接触并保持垂直 ,并将指针调零 ,且有一定的压缩量 。
3)缓慢而均匀地转动工件一周 ,记录百分表的最大读数 Mmax 与最小读数 Mmin 。
4)按上述方法 ,测量四个不同横截面(截面 A 、 B、 C、 D) ,取各截面测得的最大读数Mimax 与最小读数 Mimin 差值的最大值作为该零件的径向圆跳动误差 。
5)完成检测报告 ,整理实验器具 。
3、数据处理
1)先计算出不同截面上的径向圆跳动误差值 Δi = Mimax - Mimin 。
2)然后取上述的最大误差值作为被测表面的径向圆跳动误差值 ,即 Δ = Δimax 。
4、检测报告
按步骤完成测量并行橡将被测件的相关信息及测量结果填入检测报告单中。
方法二:
直接利用数据采集携岩仪连接百分表实现高效测量
1、测量仪器:偏摆仪、百分表、太友科技数据采集仪。
2、测量原理:数据采集仪会从百分表中自动读取测量数据的最大值跟最小值,然后由数据采集仪软件里的计算软件自动计算出所测产品的径向圆跳动误差,最后数据采集仪会自动判断所测零件的径向圆跳动误差是否在径向圆跳动公差范围内,如果所测径向圆跳动误差大于径向圆跳动公差值,采集仪会自动发出报警功能,提醒相关操作人员该产品不合格。
测量效果示意图: